
 0555-6768298
0555-6768298
0555-6768298


Na fabricação de chapas metálicas, a qualidade da superfície do produto está evoluindo de um "indicador oculto" para um "padrão visível", especialmente no processamento de materiais com altas exigências de acabamento superficial, como aço inoxidável, chapas de alumínio, painéis decorativos e chapas revestidas. Como um processo de conformação crítico, a dobra inevitavelmente cria contato e deslizamento entre a chapa metálica e a ferramenta, tornando as marcas na superfície um dos defeitos de processo mais representativos. Essas marcas não apenas danificam o brilho, a textura ou a integridade do revestimento originais do material, mas também reduzem diretamente o apelo visual e a qualidade percebida do produto.
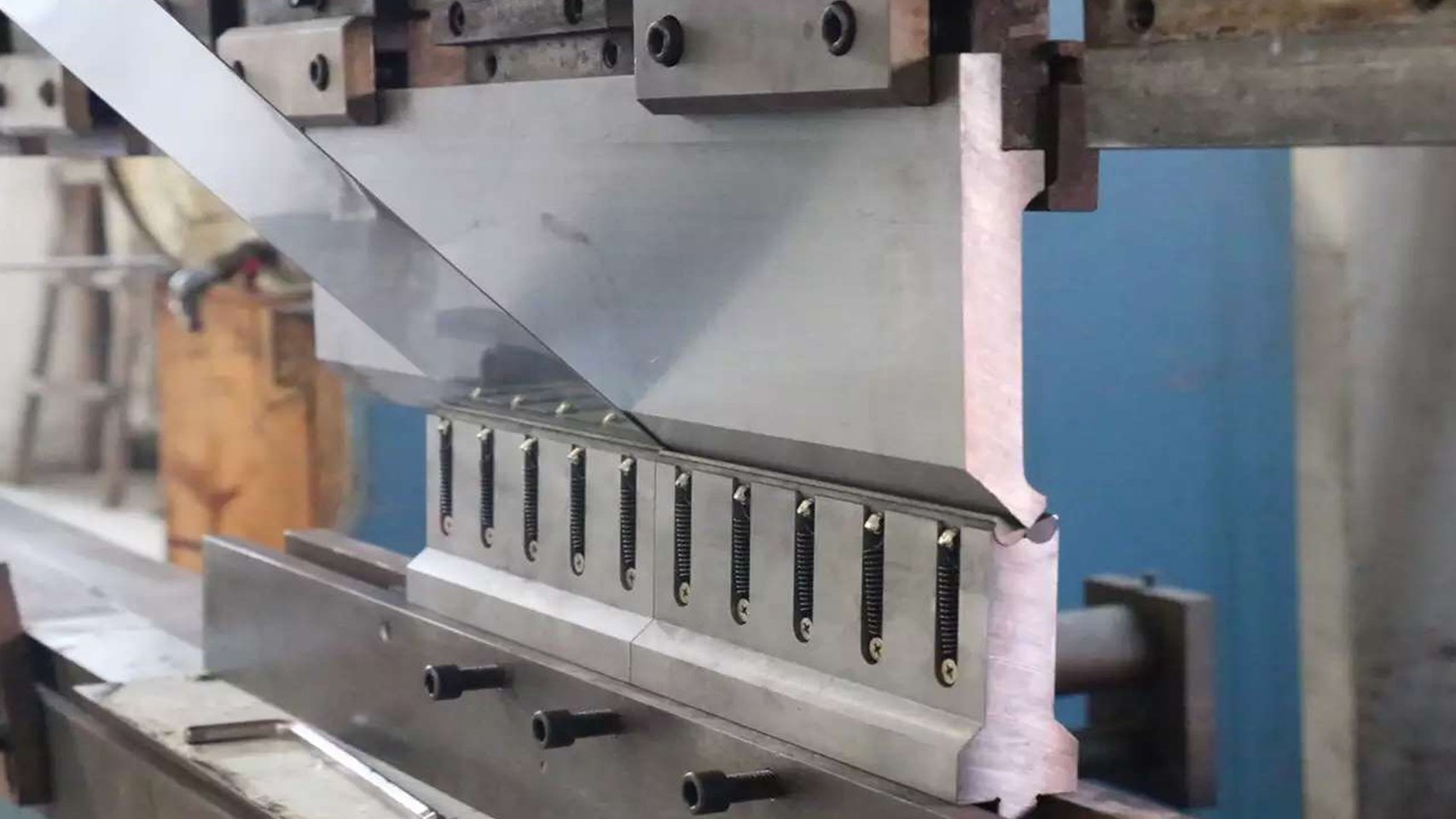
Durante o processo de dobra em prensa dobradeira, a principal causa de marcas superficiais geralmente é a pressão localizada excessiva ou o atrito severo entre a chapa metálica e a ferramenta. As causas comuns incluem: seleção inadequada da abertura da matriz em V, que concentra a tensão em pontos de contato específicos durante a dobra; pressão de dobra excessiva, causando indentação permanente além do limite de deformação elástica do material; superfícies ásperas da ferramenta que arranham ou desgastam a camada protetora da chapa; projeto inadequado da ferramenta, como dureza inadequada ou estrutura de alívio insuficiente; além disso, a falta de medidas de proteção necessárias durante a dobra pode aumentar significativamente o risco de danos à superfície.
Então, que medidas podem ser tomadas para reduzir efetivamente o desgaste e as marcas na superfície durante o processo de dobra?
Selecione a abertura da matriz em V adequada.
Escolher a abertura correta da matriz em V é uma das maneiras mais eficazes de reduzir as marcas no material. Uma abertura em V muito pequena aumenta a pressão aplicada à superfície da chapa, resultando em marcas de indentação visíveis.
Ao selecionar a abertura da matriz em V, as seguintes recomendações são comumente utilizadas: Para aço macio, a abertura em V é normalmente selecionada com 6 a 8 vezes a espessura do material. Para aço inoxidável, uma abertura em V maior deve ser utilizada sempre que possível para reduzir o risco de marcas na superfície. Para chapas de alumínio, matrizes em V mais largas são preferíveis para minimizar efetivamente os riscos.
Use matrizes de raio em vez de matrizes de aresta viva.
Ombros de matrizes com arestas vivas criam pontos de pressão concentrados que podem danificar facilmente a superfície do material. O uso de ferramentas com raio de curvatura ajuda a distribuir a pressão de maneira mais uniforme, reduzindo significativamente as marcas de indentação.
Além disso, o polimento da superfície da ferramenta pode reduzir eficazmente o atrito e melhorar a qualidade geral da dobra.
Utilize película protetora ou camadas protetoras macias.
Para materiais com requisitos de acabamento superficial elevados, como aço inoxidável ou chapas revestidas, podem ser adicionadas camadas protetoras entre a ferramenta e o material para reduzir o contato direto metal-metal.
As soluções comuns incluem películas protetoras, fita de PVC, filme de nylon e almofadas de poliuretano. Esses materiais podem reduzir eficazmente marcas e arranhões na superfície durante a flexão.
Utilize ferramentas que não deixem marcas.
As ferramentas modernas para prensas dobradeiras desenvolveram soluções especializadas que não deixam marcas em materiais sensíveis. Exemplos incluem matrizes com insertos de nylon, matrizes com rolos, matrizes de poliuretano e matrizes com rolamentos de esferas que não deixam marcas.
Essas soluções de ferramentas podem reduzir significativamente o atrito e os danos à superfície durante o processo de dobra.
Mantenha as ferramentas limpas e realize manutenções regulares.
Poeira, lascas de metal e superfícies de ferramentas desgastadas podem facilmente riscar a superfície da chapa durante a dobra, tornando a manutenção regular das ferramentas extremamente importante.As práticas de manutenção recomendadas incluem:
Polimento regular das superfícies das ferramentas
Remoção oportuna de detritos e lascas de metal.
Inspeção das condições de desgaste do ombro da matriz
Armazenamento e proteção adequados das ferramentas
Otimizar parâmetros de curvatura
Para reduzir as marcas no material, é essencial ajustar corretamente os parâmetros de dobra. Deve-se evitar pressão excessiva e manter a precisão da máquina durante toda a produção. Os principais fatores incluem:
Controle adequado da tonelagem de dobra
Compensação de coroamento correta
Posicionamento preciso do batente traseiro
Manter um bom alinhamento e paralelismo da máquina.
Em suma, reduzir de fato as marcas de dobra exige mais do que simplesmente focar nas ferramentas em si — requer a otimização sistemática de todo o processo de dobra. Desde a seleção adequada das ferramentas e a manutenção padronizada até o uso de soluções de proteção, cada etapa afeta diretamente a aparência final do produto e os custos de retrabalho.Especialmente em setores com altas exigências de acabamento superficial, como elevadores, eletrodomésticos e produtos decorativos, as ferramentas profissionais para prensas dobradeiras que não deixam marcas estão se tornando o padrão da indústria.
A Golin continua a inovar neste campo, introduzindo uma variedade de soluções de ferramentas de alto desempenho que não deixam marcas. Mais importante ainda, estamos empenhados em fornecer aos clientes suporte completo, desde a seleção das ferramentas até a implementação do processo, ajudando os fabricantes a alcançar uma produção de dobra de alta qualidade e com excelente custo-benefício.
 conectados
conectados 0555-6768298
0555-6768298 0555-6769126
0555-6769126 sales2@cngolin.cn
sales2@cngolin.cn +86 18251802252
+86 18251802252











